
T0 Production
Challenges in Plastic Injection Molding Process
Injection molding is a manufacturing process for large scale mass production. Therefore, any errors in the molding process that might influence or damage the product quality, which can cause great time and labor cost. If the yield rate is too low, the whole production line will be shut down. If all the invested time, manpower and money turn out to be unproductive, the enterprise will inevitably suffer resource and funds loss.
Except for unforeseeable equipment malfunction, the main issues in injection molding can be narrowed down to the pressure, viscosity and temperature instability. These instabilities will influence the molding process and eventually result in product defects like air trap, inner void, flow mark, short shot…etc.
Most of the commonly seen defects are caused by temperature fluctuation and lack of precise temperature control, such as overheating. On one hand, the fluidity of material will flow better with a higher temperature. On the other hand, extremely high temperature will accelerate the degradation of plastic material and deteriorate the physical properties of the molded part. Therefore, temperature control is an important factor to ensure the consistency of product quality, prevent material degradation, reduce the time for adjusting the machine and increase production efficiency.
Injection pressure of filling and packing is yet another important process parameter to consider. Normally the filling pressure is set to be higher than packing pressure. When the pressure is too low, defects like air trap, large shrinkage and short shot might occur. When the pressure is too high, there can be flash or fracture. There are also some defects caused mainly by the improper injection speed. Injection speed control plays an important role in solving jetting and flow mark.
Mold Tryout Process
After mold is produced, tryouts are an important validation process before the mold can be used for actual production. Mold tryout aims to optimize the new mold for effective production within the right process parameters. It is a critical step to ensure the stability and efficiency of an injection molding process. Before the mold is being transferred to the production department, mold tryouts must be completed.
Before mold tryout, part designer and mold designer will discuss the mold structure and solve technical problems together. Combining the design parameter database and injection molding big data, they can then use the smart design and manufacturing tool to solve the potential problems in early design stage. This can guarantee the first stage of mold tryout (T0 mold tryout) can already produce a fine quality product. In most circumstances, a standard mold tryout consists of three different stages, and sometimes there will be several tryouts in every single stage. The mold tryout and optimization will be repeated until the quality of the product fits the customers’ requirements.
Three Stages in Mold Tryout
Stage 1: T0 mold tryout – “First Out of Tool”. This is the first time injecting the plastic melt into the mold. The target in this first tryout is to confirm whether the core and cavity sides can be perfectly closed, whether the cooling system can efficiently cool down the part to ejection temperature and whether there’s going to be any product defects like flash, air trap, void or warpage. Based on the T0 mold tryout report, mold designers can evaluate if there’s any modification and optimization needed. The T0 demo products will then be sent to the customer for confirmation.
Stage 2: After receiving feedback from the customer, the mold will be modified if necessary. The modified mold will then be used in the second mold tryout. After the second mold tryout, the product will be sent to the customer for dimension, appearance, and cycle time evaluation. The main target is to confirm whether the dimension fits the criteria, whether the appearance quality is enough and can the part be produced within a proper cycle time. After discussing with the customer, another mold tryout report will be made for further mold optimization and modification.
Stage 3: This stage is the final fine-tune of the mold. For example, determining the texture of the product surface. Once all the details of the injected part are being examined, the mold will be tested over a longer period of time with consecutive injection. Finally, the mold will be transferred to the production site for on-site mold tryout based on the actual environment at the production site. If no further problems occur, the mold is used for mass production.
What is Digital Mold Tryout?
When T0 mold tryout is being carried out, a lot of conditions might be questioned. How is the injection process condition being determined? Can the process be optimized? The on-site injection machine operator may answer that the decision is based on years of experience, but this answer may not be acceptable to the customers. Customers who have knowledge in injection molding would hope the process parameters is based on scientific theories and experimental data to eliminate human errors.
In order to achieve Digital Mold Tryout, first we need to understand the scientific and physical significance in every step of injection molding. Injection process parameters must be determined by scientific experiments, and gradually optimized by applying Design of Experiment. Every single modification of the process parameters needs to be supported by scientific data.
Digital Mold Tryout is very common in injection molding industry nowadays. A lot of OEM companies are requested by the customers to provide Digital Mold Tryout report. Scientific injection is a molding method validated by scientific theory. It allows us to obtain a precise, fully controllable and repeatable injection process, while also ensuring the quality and consistency of the product. In order to control the final molding results, we have to pay attention to the changes in the properties of plastics (such as changes in flow viscosity to temperature and shear rate), rather than just focusing on the injection machine. For the mold tryout, it is necessary to pay attention to the response data of the injection machine instead of observing only the process conditions. Manufacturers with scientific injection capabilities can assure customers that they apply scientific molding specifications at all stages of the molding process. They can also establish a set of mold tryout and molding process principle to guide the customers.
Scientific injection molding helps reduce cost by avoiding inappropriate molding process and optimizing the molding process at the front end of the development cycle. In addition, the molding team can actively find out the cause of the problem through scientific injection, which can reduce the chance of handling defective products and shorten the time to deal with the problem during actual production. Scientific Injection conducts scientific theoretical thinking on each product and process and collects all available information for continuous analysis and judgment. This contrasts with the traditional injection processing method that relies on programmed settings and starts to solve problems only after they have occurred. Which means traditional injection molding manufacturers will spend time determining the cause of the problem, rather than preventing the problem from the beginning. Scientific injection manufacturers can confirm and optimize molding conditions through scientific injection experiments in order to obtain product consistency and excellent product quality. Besides, the processing principle of scientific molding can meet the verification requirements of operation qualification (OQ) and production qualification (PQ).
Main content of Digital Mold Tryout
Digital Mold Tryout is not a popular discourse in the injection industry, but a production trend. It is changing the mindset of the injection molding industry. How to correctly determine the process and produce stable quality products based on scientific data will be the future standards of the injection molding industry. In the process of product development and production, to achieve the goal of “T0 Production” after the mold is completed, the prerequisite is that the injection processing conditions for the designed mold must be grasped at the early stage of the design, before the mold is put on the actual machine. Before injection, it is necessary to use scientific methods to estimate and evaluate the appropriate initial injection molding conditions, and the estimated processing conditions are almost the same as the final mass production conditions. Only in this way can we predict the potential problems and optimize the process in the early stages of design. The technical content of Digital Mold Tryout mainly includes the confirmation of the conditions and parameter settings in the injection molding process. The important process parameters include:
(1) Injection molding machine selection – Use scientific theory to estimate clamping force to determine suitable clamping force tonnage; Actual injection to verify reasonable clamping force setting value experiment; Estimate injection volume to determine suitable screw size; Confirm the difference between the set injection speed value and the actual response value of the machine.
(2) Plasticization conditions – Estimate the amount of melt with considering the melt density; Estimate the residence time in the barrel to determine the screw speed (rpm).
(3) Injection setting – Determine an appropriate injection speed by U-shaped curve experiment; Determine VP switching point; Determine multi-segment flow rate profile; Estimate the pressure loss in each area of the mold; Evaluate whether the flow pattern is balanced.
(4) Packing setting – Verify the gate freeze time to determine proper packing time and packing pressure.
(5) Cooling setting – Estimate the required cooling time by scientific theory.
(6) Other process conditions – Estimate the volume of hopper; Estimate the required flow rate of coolant.
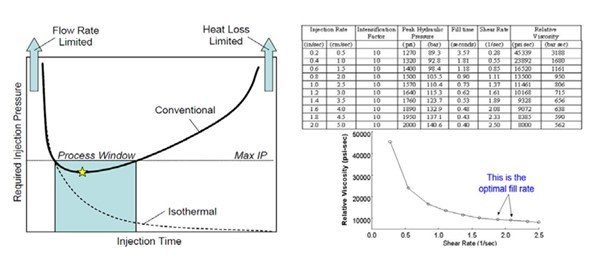 Fig 1. Optimization of injection speed
Fig 1. Optimization of injection speed
In addition, in the actual machining process, some external resources are needed to obtain the actual machine response data. For example, CAE mold flow analysis and verification. We can observe the flow pattern in CAE filling analysis and compare with the actual short shot melt front. We can interpret the speed/pressure response curve of the injection machine and compare the difference between the set conditions and the response data of the actual machine. We can interpret the response statistics of the injection machine to observe the stability of the injection machine under continuous production. At the same time, we can conduct real-time detection of temperature and pressure data in the mold by using infrared thermal imaging equipment to measure the temperature distribution on the mold surface, and use in-mold pressure sensor to measure the pressure changes at a specific position in the mold.
Injection molding is a science rather than art. The development process must be based on facts and scientific data. Too many human subjective factors will affect the correct judgment. Traditionally, most mold manufacturing units focus on mold design, instead of looking at the molding process from the perspective of plastic flow, while the molding site focuses on the setting parameters of the molding machine. However, the actual performance data of the four control factors (actual speed, temperature, pressure, time) is the key to the success of the product. Appropriate technical training and certification for enterprises allow to carry out continuous professional talent development and allows enterprises to accumulate and inherit core technologies and internalize them into technical knowledge.

{kind=link}